This paper studies the potential of additive manufacturing (AM) as a strategy for optimizing spare parts supply chains in continuous process industries. It explores how AM impacts traditional supply chain practices, particularly in relation to inventory levels, lead times and purchasing costs. As a secondary objective, it seeks to validate or challenge common assumptions regarding AM’s capacity to eliminate the need for physical spare parts inventory.
The research adopts an inductive single-case study approach, grounded in real-world data from a large-scale paper and pulp manufacturer. Quantitative analysis is conducted using comprehensive stock keeping unit (SKU)-level warehouse and purchasing data, which is processed through an existing AM classification model to identify parts with theoretical potential for AM. In addition, qualitative data from unstructured interviews with maintenance and supply chain personnel are used to contextualize, adjust the model and critically evaluate the results.
The results reveal that while AM shows significant promise for reducing purchasing and inventory costs, its actual applicability is limited to a very small fraction of spare parts (approximately 1% of all SKUs analysed). Despite the limited application range, in large warehouses this may represent high saving potential for companies. The classification model successfully identified these parts with potential gains when produced with AM technologies. From a supply chain perspective, the findings indicate that having local networks of AM suppliers is key to unlock its potential.
The paper offers guidance for operations and supply chain managers considering AM adoption in spare parts logistics. Rather than pursuing broad AM integration strategies, companies should focus on conducting structured, data-driven assessments to identify the small percentage of SKUs that can benefit from AM.
This study contributes to existing literature by introducing an empirical evaluation of AM’s impact on spare parts logistics in a continuous process industry context, using actual industrial data. It challenges overly optimistic assumptions in existing literature and validates a replicable methodology for part classification and cost analysis based on widely available warehouse and purchasing data. By bridging theory and practice, the paper offers actionable insights into the strategic value of AM in complex, high-asset environments and lays the groundwork for further research on digital supply chains and selective AM implementation.
Quick value overview
Interesting because
This study investigates the use of additive manufacturing for spare parts management in a continuous process industry. Unlike prior research focused on discrete manufacturing or theoretical benefits of AM, this paper applies an empirical, data-driven approach based on an established decision-support model to identify AM-suitable SKUs among thousands of warehouse items. It reveals that while only a small fraction (∼1%) of parts are technically and economically viable for AM, the potential savings for those few can be substantial – challenging common assumptions about AM’s broad applicability to spare parts logistics.
Theoretical value
The study confirms and extends AM classification theory by validating a structured model for SKU evaluation in complex, high-asset industrial settings. It introduces empirical evidence showing that lead time variability and acquisition costs are the most critical drivers of AM feasibility, surpassing previous emphasis on inventory reductions alone. For example, the findings reveal that moderate increases in unit cost can still yield positive NPV if accompanied by significant lead time. The work also contributes to practical understanding of how operational context (e.g. demand intermittency) influences AM’s economic impact.
Practical value
This research provides supply chain and operations managers with a replicable method to screen and prioritize spare parts for potential AM adoption. It demonstrates that AM should be deployed selectively, focusing on high cost, infrequently demanded components with long and unpredictable lead times. The study offers insights to support decision-making and emphasizes the importance of building local AM supplier networks. Ultimately, it advises against generalized AM adoption strategies, recommending instead targeted, data-informed integration aligned with real-world constraints and business priorities.
1. Introduction
According to the general innovation theory, one of the predominant innovation drivers is technology push (Horbach, 2008). Additive manufacturing (AM) is amongst the most promising recent technological advances (Berman, 2012) and shows great potential when it comes to driving innovation at various levels, with several authors stating that AM is a preponderant part of the fourth industrial revolution (Hannibal and Knight, 2018). AM has long been recognised for its advantages in small series production. The toolless nature of AM combined with the short time to market makes it ideal for rapid prototyping (Berman, 2012). However, advances in technology are revealing its potential for direct production of end useable parts or entire products (Eyers and Potter, 2017), also known as rapid manufacturing (Hopkinson et al., 2006). As the technology matures, it is expected that AM will become a prevalent production technique, capable of competing with more traditional methods in specific situations. Furthermore, authors have showed its potential for mass customization (Berman, 2012), consumer-centric business models (Bogers et al., 2016) and spare parts’ supply chains (Chekurov et al., 2018). In fact, since its introduction in the 1980s, researchers have been arguing that by not requiring dedicated setup or specific tooling, AM can be used to improve response times (Bogers et al., 2016). It allows companies to work with various suppliers, which contributes greatly to improve resilience and reduce lead time uncertainty (Chekurov et al., 2018). The unique characteristics of AM can be leveraged by companies to reduce spare part inventory and move towards digital warehouses (Chekurov et al., 2018).
Spare parts logistics plays a pivotal role in ensuring operational efficiency and reliability across industries such as aerospace, automotive and continuous process. Spare parts management is defined by a diverse range of components, low and sporadic demand, unpredictable usage patterns, stringent service requirements, significant financial risks from stock-outs and high individual part costs. To ensure rapid response times and meet customer expectations, many industries invest heavily in maintaining extensive spare parts inventories. In recent years, AM has gained prominence in this domain (Coruzzolo et al., 2022). Unlike traditional manufacturing methods, AM enables on-demand, decentralized production of parts without requiring extensive tooling or large manufacturing batches, thereby promising a more responsive and cost-effective approach to spare parts management (Chekurov et al., 2018). Despite the growing body of literature highlighting the benefits of AM, there remains a lack of empirical studies on how effectively these benefits translate into real-world cost savings and lead-time reductions when applied to spare parts supply chains. Most studies suggest interesting inventory cost cuts and reduced downtime (Ghadge et al., 2018; Khajavi et al., 2014); however, factors like post-processing, machine costs and supply chain constraints could limit AM’s potential (Mecheter et al., 2022). This discrepancy results in a research gap regarding the actual feasibility and economic impact of AM in large-scale industrial settings where spare parts are central to continuous production and maintenance operations.
This paper contributes to the literature on spare selection for AM by applying one existing method to a real industrial case study. To fill this research gap, this paper formulates and answers the following research question:
How does the adoption of AM for spare parts production impacts traditional supply chain practices and key economic performance metrics?
While answering this question, the authors have the secondary objective of understanding which widely promoted benefits of AM in spare parts logistics are supported or contradicted by empirical evidence. The authors use the findings from practical application to assess and map the role of AM technologies in spare parts’ supply chains in continuous process industries. This analysis leads to a discussion of key part and supply chain characteristics that aims to inform decision makers and researchers in future methodology development attempts. The study is structured as follows: Section 2 provides a comprehensive literature review, detailing existing research on AM adoption and perceived benefits/burdens. Section 3 outlines the methodology, describing the research design, data collection methods and decision support model used. Section 4 presents the case study, showcasing both quantitative data and qualitative interview findings from a paper and pulp producer. Section 5 offers a discussion and concludes the paper by summarizing key insights, discussing limitations and proposing directions for future research.
3. Literature review
A key distinction between AM and conventional supply chains lies in the cost structure: AM shifts production to on-demand models but often entails higher fixed costs related to expensive equipment (Li et al., 2017). This underscores the importance of selecting parts that are not only technically compatible with AM but also offer opportunities to reduce inventory-related fixed costs through decentralized production. A literature review by Frandsen et al. (2020) found that, at the time, only two studies proposed methods for selecting spare parts suitable for AM, highlighting a clear research gap in developing robust selection methodologies. Knofius et al. (2016) proposed a top-down approach based on potential value when manufactured with AM using an AHP-based decision model. The model’s criteria include part size and material (technical feasibility), annual demand, downtime impact and supply risks. The conclusions provide interesting insights into the part and supply chain characteristics that contribute to AM’s viability, highlighting that the approach should be adjusted for different companies. In a different study, Lindemann et al. (Christian Lindemann et al., 2015) introduced a bottom-up approach based on a series of workshops with experts to figure out redesign potential and consequently select part suitable for AM. Chaudhuri et al. (2020) combined multicriteria decision-making and cluster analysis on a large parts dataset, first clustering parts by certain attributes (e.g. functional category or demand pattern). After, they applied criteria ranking within each cluster, which included part remaining life, number of suppliers, average demand interval and current stock level. The result was a set of guidelines for different clusters – for example, electronic parts with no active suppliers and sporadic demand form a cluster highly aligned with AM, whereas common fasteners with multiple suppliers are grouped as poor AM candidates.
More recently, Cardeal et al. proposed a combined approach featuring a top-down pre-selection stage, followed by a bottom-up detailed analysis of redesign potential and supply chain configuration (Cardeal et al., 2023). This approach, which aligns with Frandsen et al. (2020) research priorities 1 and 3, was specifically designed to deal with complex systems such as the ones found in process industries, where companies often have large number of stock keeping units (SKUs) and low control over the supply. Furthermore, it was designed to rely on warehouse movement instead of maintenance records, due to their wide availability across companies (Cardeal et al., 2023). The model relies on a categorization method that groups parts according to their potential for AM, building on the approach of Chaudhuri et al. (2020).
In a recent study examining the practical application of AM in spare parts procurement, Keckeis et al. (2024) confirmed savings in storage costs upon identifying high-potential AM candidates. The results not only show cost reductions attributable to minimized inventory holding but also, an unexpected rise in transport expenses due to the frequency of deliveries required for on-demand AM parts. The results suggest that while industry-specific knowledge is crucial for establishing threshold values and achieving optimal cost–benefit outcomes, the method’s ability to expand and refine the spare parts database underscores AM’s overall promise for cost-effective spare parts management.
Knofius et al. (2019) investigated how and when to transition to AM in spare parts supply, using a stochastic dynamic programming model applied to radar system components. Their key finding was that for parts with high downtime costs and long lead times, immediate investment in AM capacity is optimal, even if unit costs remain high, since the savings from reduced downtime and inventory outweigh the initial investment.
One common result in existing studies is the need to understand the range of application of AM. Frandsen et al. highlight that the application of AM for spare parts can be limited due to a lack of understanding of AM’s capabilities among supply chain professionals and other stakeholders (Frandsen et al., 2020). Identifying suitable parts is frequently not trivial and time-consuming, hence the need to develop, test and validate classification models (Frandsen et al., 2020). Despite these difficulties, when suitable parts are found, they often yield interesting benefits (lower part obsolescence cost, inventory cost, higher flexibility, etc.) (Khajavi et al., 2014).
The bulk of existing literature focuses on the economic potential of AM in spare parts supply chains; however, replacing existing supply chains has the potential to generate significant consequences on the environment and society. From a social perspective, integrating AM into spare parts supply chains can impact various stakeholder groups. Compared to traditional methods like forging and machining, AM enhances worker qualification requirements due to its reliance on automation and digital skills, such as 3D modelling and topological optimization (Soares et al., 2021). This shift leads to wage disparities between general operators and highly skilled AM workers, potentially improving living conditions and social performance. A major advantage of AM is its capacity to decentralize production, fostering local job creation, economic development and workforce upskilling, all of which are beneficial to local communities. According to UNEP/SETAC (UNEP Setac Life Cycle Initiative, 2009), relevant stakeholder groups include workers, local communities, society, value chain actors and consumers. While communities and society may benefit from AM’s local impacts, worker safety remains a concern, especially with the handling of metal powders. Additionally, AM changes the consumer–supplier dynamic by replacing distant OEMs with smaller, local suppliers, facilitating more direct relationships and feedback loops that may enhance overall social outcomes.
Despite the perceived benefits, using AM in spare parts manufacturing introduces several concerns regarding property rights violations (Simon, 2013). Companies have, in theory, freedom to source spare parts from any supplier; however, by manufacturing them using AM they could be replicating another company intellectual property. In fact, AM has been described as a potential facilitator of property rights infringement (Hannibal and Knight, 2018). These results were discussed in greater detail in recent publications focusing on the social impacts of adopting AM in sustainable business models (Cardeal et al., 2020; Soares et al., 2021).
From the environmental standpoint, the literature appears to be divided between those who believe that AM is more sustainable than its conventional alternatives, and those who believe it is not (Ribeiro et al., 2020). The main argument in favour of AM is the excellent material usage ratio, particularly when compared with subtractive processes such as machining. Not only it is not subtractive, several applications of AM in aeronautic spare parts reveal great potential for design optimization and consequent material reduction (Cardeal et al., 2020; Gonçalves et al., 2023; Ribeiro et al., 2020). Furthermore, moving suppliers closer to the consumer reduces transportation emissions (Ribeiro et al., 2020). The main negative impact is related to the high energy intensiveness of AM processes, particularly the ones that process metals (Kokare et al., 2023).
Previous studies highlight the significant environmental potential of AM, especially when compared to traditional production methods (Kafara et al., 2017). AM processes are generally more material-efficient than subtractive methods, with efficiencies reaching up to 97% (Achillas et al., 2015), and allow for geometry optimization that reduces raw material use (Tang et al., 2016). However, uncertainty regarding mechanical properties often leads to over-engineering, limiting material efficiency gains, as shown by Bekker and Verlinden (2018) in their comparison of WAAM with green sand casting and CNC milling (Bekker and Verlinden, 2018). AM’s environmental impact during processing is largely due to material and energy consumption (Peng et al., 2018), though it avoids tools, lubricants and coolants, reducing resource use (Gebler et al., 2014). While AM typically consumes more energy at the machine level than conventional methods (Rejeski et al., 2018), it enables distributed manufacturing, which can reduce transportation energy and facilitate the use of renewable energy sources like photovoltaics (Kreiger and Pearce, 2013).
The in-depth study of existing literature shows that the paper’s main research question – How does the adoption of AM for spare parts production impacts traditional supply chain practices and key economic performance metrics? – was not yet fully addressed. While various authors point potential advantages and limitations surrounding AM adoption, there are no large-scale studies illustrating the impacts on a macro-level, considering entire companies, factories or even manufacturing systems. Furthermore, existing literature appears to replicate preconceived benefits and limitations of AM adoption without practical validation.
2. Means and methods
This section outlines the approach for evaluating the sustainability of AM in the paper and pulp industry spare parts’ supply chain. It details the objectives of the study and the decision support model used to analyse industrial data.
2.1 Research design
This study adopts an inductive single-case study approach to investigate the feasibility of AM adoption in spare parts supply chains within the paper and pulp industry. While AM has been widely explored in the medical and aeronautic industries, its application in continuous process industries, such as paper and pulp production, remains underexplored. Unlike discrete manufacturing, where production can be easily halted for maintenance and spare parts can be produced on demand, process industries require uninterrupted operations, making spare parts availability critical to reliability and cost efficiency. Given these sector-specific challenges, a case study approach is appropriate for generating new theoretical insights on how AM could reshape spare parts supply strategies in process industries (Eisenhardt, 1989; Yin, 2017). Instead of validating an existing model, this study leverages the AM classification framework proposed by Cardeal et al. (2023) to assess which spare parts in a real-world setting exhibit economic potential for AM adoption. By applying the classification model to empirical SKU and warehouse data, this study explores the alignment between AM feasibility and actual supply chain constraints, leading to the development of new theoretical propositions regarding AM adoption enablers and barriers in process industries. This approach is combined with a series of sensitivity analysis designed to test the correlation between variables identified in previous literature and AM’s adoption potential/viability.
The case company is a large-scale paper and pulp producer, an industry characterized by highly capital-intensive equipment, complex maintenance requirements and long-lead-time spare parts. Due to the continuous nature of operations, downtime caused by unavailable spare parts can lead to substantial productivity losses, making efficient spare parts supply chain management a critical factor for operational continuity. The study employs a mixed-methods approach, integrating quantitative SKU classification with qualitative insights from maintenance personnel. First, Cardeal et al. (2023) model is applied to classify spare parts based on their potential to generate economic benefits through AM adoption, specifically focusing on reductions in lead times, lead time variability and warehouse stock levels. Next, real-world purchasing, lead time and inventory data are analysed to determine whether theoretically AM-suitable SKUs align with practical supply chain conditions. Finally, unstructured interviews with maintenance managers and operators provide insights into real-world decision-making constraints, including perceptions of AM reliability, procurement policies and operational readiness. The study employs pattern matching to compare theoretical model predictions with empirical findings, while also allowing inductive insights to emerge, leading to a refined conceptualization of AM adoption feasibility in process industries.
While this study provides valuable insights into AM adoption in continuous process industries, it is subject to limitations regarding generalizability. As a single-case study, the findings reflect the specific organizational, operational and market conditions of the selected paper and pulp company, which may not be directly transferable to other continuous process industries, such as chemical, oil and gas, or food processing. However, case studies are well-established for theory-building (Eisenhardt, 1989), and the insights gained from this study serve as a foundation for future research that can validate these findings across multiple firms and industry sectors. To enhance external validity, the study emphasizes analytical generalization (Yin, 2017), where findings are compared against existing AM adoption literature to highlight commonalities and sector-specific constraints.
2.2 Case study and data collection strategy
The case study focuses on a large company that manages forests and produces paper, pulp, tissue, sustainable packaging solutions and bioenergy. With an annual turnover of 2,008 million € in 2024, it has an annual capacity to produce 1.6 million tons of paper, 1.6 million tons of pulp and 165 thousand tons of tissue. By integrating the entire value chain, it has a significant degree of control over all the links, integrating most of the activities from seed nursing, forest management, to pulp and paper manufacturing/distributing. Despite having operations spread through a large geographical area, the industrial activities are centred in three industrial parks, each one comprised of three main plants:
Pulp – Continuous processing plant for pulp production.
Paper – Continuous processing plant for industrial rolls of paper (from the pulp).
Transformation – Manufacturing plant for cutting sizing and packaging printing paper (from the industrial rolls).
The case study focuses on the transformation plants, which have a combined annual capacity of processing 180,000 tons of paper. There are two main sections within each transformation plant: one dedicated to smaller formats and one dedicated to larger (printing) formats. Both sections are responsible for unrolling and cutting up to 12 sheets of large format printing paper. Furthermore, the machines are used for stacking, aligning and packaging the paper for shipment. The company is highly dependent on a small number of spare part suppliers, often just the machine’s OEM. Not only does this translate into unreliable and long lead times, but it also results in problematic cost dynamics such as big inflations midway through the machines’ life cycle. This is certainly the case with most of the equipment’s found in the transformation plant, particularly the ones used for large formats.
All relevant stakeholders were involved in the approach to this case study, including maintenance operators, maintenance engineers, plant operational managers, acquisition operators, acquisition coordinators and researchers. This research setting allows the study of the impact of adopting AM in the context of a challenging process industry type setting, contributing to the validity of the analysis. For this purpose, the researchers follow a triangulation approach, combining multiple data sources (data triangulation) and multiple investigators to work on the same research (investigator triangulation) (Oppermann, 2000; Singleton and Straits, 1999). To assure a proper balance of background and expertise, the research team is composed of three researchers, one expert in technology adoption and operation management; one in life cycle sustainability and cost modelling; and one expert in product development using AM. This ensured that a multiplicity of evidence (data triangulation) was collected using quantitative and qualitative data sources, as shown in Table 1.
Reliability and failure data have often been used to classify spare parts and manage inventory policies. While very effective, this type of data is not always present, particularly in process industries such as the one under analysis, as was evident from interactions during interviews and observations. As identified with maintenance managers and logistic workers, available data for this study include warehouse movements, purchasing history and general SKU description for both sections. Being mainly based on accounting, this type of data is generally available in most, if not all organizations with informatic systems such as Enterprise Resource Planners (ERPs) and Manufacturing Execution Systems (MES). Data are available since the installation of both the small and large format processing lines (2009 and 2010 respectively). Additional information was gathered in situ for the selected parts, such as geometry and relevant cost factors. Warehouse movements include every reception (from supplier) and solicitation (from maintenance). Purchasing history includes the placement date for each order, which can be linked to the reception in the warehouse. The unstructured interviews were used to understand existing procedures and to parameterize the model. Observations of relevant stakeholders in their normal activity were used to further complement information for unstructured interviews and to analyse specific parts more in depth.
The dataset used for classification included (not including receptions):
Small format line: 33,841 warehouse movements of 3,970 SKUs.
Large format line: 3,944 warehouse movements of 1,040 different SKUs.
2.3 Decision support model
The challenges of evaluating the impact of AM’s adoption in spare parts supply chains are deeply rooted in the combination of challenges imposed by existing spare parts and corresponding supply chains, as well as the advantages and limitations of AM’s technologies and existing suppliers/supply chains. This challenge has been approached by researchers and industrials using a variety of methods and different points of view. Chaudhuri et al. (2020) outlined a detailed bottom-up methodology for identifying spare parts for AM. This method involves a process of systematically excluding parts that do not meet technology limitation, such as material, size, weight and specific tolerances. Similar methodologies have been applied to other manufacturing techniques; for instance, the work by Sharifi et al. (2021) Sharifi et al. (2021) on freeform injection moulding also requires precise geometric details during the preliminary screening phase. More recently, Cardeal et al. (2023) and Cardeal et al. (2023) proposed a decision support model aimed at facilitating the identification of suitable spare parts, considering not only a technology/design perspective but also the potential for economic gains in the acquisition and management of the spare parts. The model, which is used in this paper, comprises four steps: characterization, preselection (operations perspective), preselection (technological perspective) and strategy definition.
The model proposed by Cardeal et al. (2023) and Cardeal et al. (2023), which is used in this paper, grounds the economic viability evaluation in the Annual SKU cost (ASC). As defined by the authors, the ASC combines operational, engineering, capital and downtime costs (see equation 1).
The ASC allows for a complete evaluation of the annual costs associated with SKUs under different supply chain circumstances. Should the change to an AM supplier affect the lead time, it will be reflected on the capital cost component of Equation 1. Besides allowing users to compute annual costs, the ASC is formulated to optimize safety stocks by finding the best balance between the capital cost (investment in current assets or in this case safety stock) and the cost of losing sales (loss of revenue, damage to the company’s image, inability to fulfil orders, amongst other option). A safety stock tending to infinity will eliminate downtime above the strictly necessary to replace parts; however, it will result in an extremely high invest and require a large warehouse. The breakdown of the model’s components, variables and inputs is summarized in Table 2.
The benefits or consequences of replacing existing supply chains with AM-driven alternatives usually affect the ASC over the remainder years of the machine’s life. This can result in cumulative gains or losses and as such must be factored in the economic viability assessment. Furthermore, replacing existing supply chains forces companies to invest in 3D modelling, finite element analysis and slicing software, 3D scans and engineering time. Those costs greatly affect the first year ASC, however, can be negated by cumulative gains over the following years. To further assess AM’s potential, the net present value (NPV) for the supplier change was calculated as shown in equation 10, where is the discount rate, and “n” is the year
3. Case study findings
3.1 Data characterization and filtering
Data were filtered, initially, using a set of 108 filters developed specifically for this case study (Table 3). These filters were selected based on interviews with company experts and by applying a clustering algorithm to find recurrent identifiers. The keywords used are unique text identifiers found only on the description of unsuitable SKUs, such as standard parts, assemblies and consumables. This filtering process proved very useful as a first stage, high volume data cleaner, reducing the number of SKUs significantly for subsequent stages. Despite its validity, it had to be complemented by a second stage filtering process, carried out manually by analysing each of the remainder SKU descriptions for less frequently used text identifiers. After treating the initial datasets, only 47 SKUs advanced for classification.
The remainder 47 SKUs were deemed suitable to advance to the classification stage. Additional efforts to verify their suitability, or eligibility to provide benefits, would require detailed examination of the parts, the geometry, function and material. At this stage, it is expected that some of the 47 SKUs will not be suitable for AM. The initial data filtering limits the number of SKUs considered for classification and posterior stages of analysis, thus helping to manage efforts, facilitating AM adoption.
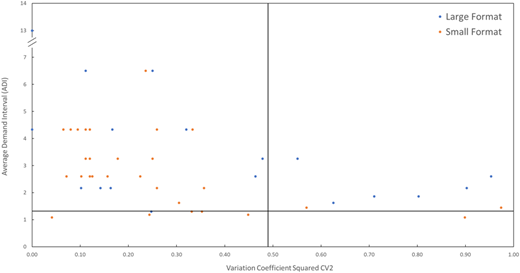
To better understand the type of parts considered in this case study, prior to the classification stage, the average demand interval and squared variation coefficient were calculated for the 47 SKUs filtered before. The results, shown in Figure 1, confirm that most of the parts have intermittent demand patterns. This result confirms existing literature on spare demand (Syntetos and Boylan, 2005). Very few parts have smooth demand patterns, which as seen in the next section, are consumption parts classified as nonpriority. Stacking the initial filtering with the classification stage reduces the need to analyse those parts in detail, as they will most likely be considered “low priority” cases.
Classification is introduced in the decision support model to group parts into categories with varying potential for AM consideration. The goal is to establish a basis to prioritize parts for in-depth analysis, which being a manual process consumes valuable resources. This is especially important in industrial settings and when dealing with large datasets. Being case specific, the parametrization of the model and the correspondent cut-off values for each category were defined with inputs gathered during a series of unstructured interviews with representatives from different levels of the decision-making ladder within the maintenance department: plant maintenance manager, machine maintenance manager, shift leaders and maintenance technicians. The cost of losing sales, used to classify spare parts and later to calculate safety stocks and consequentially yearly holding costs, was defined by the company’s high-level management, also during unstructured interviews. Table 4 contains an overview of the limits defined and used for classification.
In cases where the analysis considers machines of similar criticality, such as this one, the cost of losing sales does not change amongst spare parts. However, according to the company’s experts consulted, the failure of some spare parts may not require an immediate replacement, while others trigger instantaneous down time. In such cases, for classification purposes, the eminent need to stop the machine, whether being because it fails or because the product shows clear defects, is used as a “cut-off” for the criticality criterion. For the demand characterization, both ADI and CV2 cut-off values were selected according to the work of (Boylan et al., 2008). The part cost cut-off was set as a function of the machine’s average spare part cost (classified as high if higher than the average). Finally, the metric to classify lead time variability was set by the company, as a function of their experience and relationship with different suppliers.
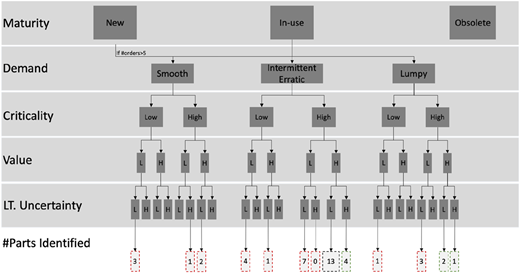
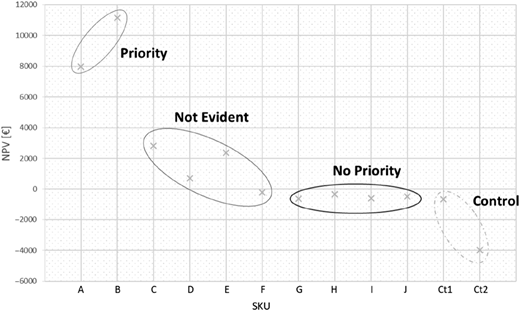
The classification results (Figure 2) show that the most populated category is in the “not evident” priority classification, followed by one for which there is no priority. Overall, from the two machines considered: 7 parts belong to priority categories, 22 to low priority and 13 were classified in a bracket for which potential is not evident.
3.2 Economic evaluation of AM’s potential
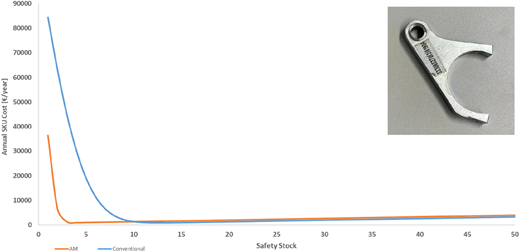
Estimating the manufacturing cost requires detailed geometry, material, processing and post-processing information. To simplify the application to a larger dataset, an economic analysis was performed, initially assuming no alterations in the historical acquisition cost. In this analysis, only the supply chain parameters (lead time average and deviation) were changed for the AM-driven scenario (Table 5). For each spare part, the economic model described in section 2 (means and methods) was used to find the ideal safety stock under the conditions of both existing and AM centred supply chains. This was achieved by performing sensitivity analysis on the safety stock, as shown in Figures 3 and 4 for one of the SKUs.
As shown in Figure 3, there is a clear reduction in the ideal safety stock in this specific case. Under the existing supply chain conditions, the company requires 13 parts, whilst using AM suppliers can lower the requirement to only 4. Analysing the NPV of changing suppliers over a 5- and 10-year period, both well under the expected machine’s lifetime, results in 2,375€ and 3,852€ respectively.
As expected, the largest economic potential was found for SKUs A and B (Table 5), which were classified in priority brackets during previous stages. Both are expensive references (775€ and 574€ respectively), with lumpy demand patterns and unpredictable lead times (see Table 5). Assuming the same cost between scenarios results in a positive NPV of around 8,000€ for part A and 11,000€ for part B, after a period of just 5 years. In both cases, there appears to be margin for cost increase without compromising economic viability. In fact, the detailed analysis of each case shows a margin to increase 150% the cost of A and 20% the cost of B. The group of parts classified as not having evident potential displays mixed results; however, the average potential remains very positive. Out of the four parts classified in this bracket, only one shows no potential for AM (F). This results from a combination of a relatively low cost (by comparison with previous cases) and a reduced demand average. The ideal safety stock under conventional circumstances is only two parts, which negates the possibility of balancing the initial investment in engineering with the benefits of reducing safety stock. In average, the potential of applying AM to the four parts for which potential is not evident, translates to a NPV of 1,423€ after 5 years.
From the results presented in Figure 5, one can easily confirm the expectation that companies do not benefit economically from replacing low-priority SKUs with AM sourced alternatives. Low-priority parts are characterized by low lead time average/uncertainty, low value and stable/predictable demand patterns. Replacing every single one of the four cases considered in this bracket, results in a NPV averaging negative 509€ after 5 years. While in this case, there is an absence of potential for every part classified in low-priority groups, other applications of the model may include some cases with potential for economic gains. The “low priority” classification, much like ”not evident”, serves only as a guide to focus short-term efforts in parts where the potential is more obvious. In the long run, companies are advised to consider parts that fall in those categories. This workflow negates some of the model’s limitations, such as not being able to consider the profit margin practiced by suppliers, which can wrongly place parts with some potential under low-priority categories.
The two control parts (Ct1 and Ct2) were maintained to validate model assumptions that parts with low occurrences (<5 orders) and regular consumption should not be considered as part of the study. Control part 1 corresponds to a part which has less than 5 orders in history, and despite being unsuitable, was classified as having high potential for AM. This confirms that data availability and quality are paramount to guarantee the quality of the results. The second control part (Ct2) is a standard bolt, consumed frequently in regular machine maintenance. The inclusion of this part confirms the lack of interest in considering standard components, subject to high demands and low cost.
The main deciding factors used to evaluate the economic aspects of AM adoption are the acquisition/manufacturing cost, the average lead time and its uncertainty, all of which have been extensively discussed throughout the model development (see Cardeal et al., 2023). The initial analysis considered a constant lead time of 7 days without uncertainty, as provided by the AM suppliers contacted in earlier stages of the study. Those conditions are close to ideal; however, there is a high likelihood that the supplier network is not large enough to maintain such conditions for large numbers of SKUs ordered simultaneously. The reality is that few AM suppliers exist at the moment, particularly near the company. Supplier availability is directly related with lead time and its uncertainty, and as adoption continues to grow, suppliers are expected to become more plentiful, which will approximate supply chain conditions to those considered before.
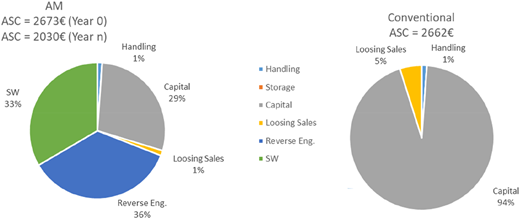
From a cost perspective, the initial analysis assumed that it would remain unaltered between scenarios. The detailed analysis of SKU “A” revealed a slight increase in manufacturing cost; however, it translated to a large decrease in acquisition cost. The distinction between manufacturing and acquisition cost is very important. All the SKUs considered in this study are sourced from single suppliers, which have extensive control over cost. Whilst moving to AM may in some cases increase manufacturing cost, it can decrease the acquisition cost.
3.3 Sensitivity analysis
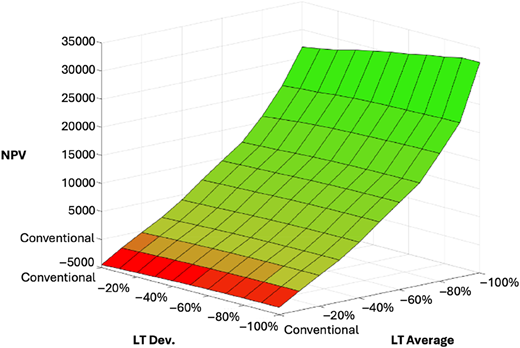
To further assess how AM’s adoption impacts economic metrics and to understand key supply chain factors, a secondary analysis was drawn, in which sensitivity analysis was conducted, testing the impact of different variables identified as critical during the literature review. To study the impact of reducing lead time (average and deviation) and cost, the average NPV of replacing existing suppliers with AM networks was calculated, whilst testing various combinations of: lead time average – deviation; lead time average – cost; lead time deviation – cost. The simulation of different combinations was performed in relation to the current conditions, either in terms of lead time reduction or cost reduction/increase.
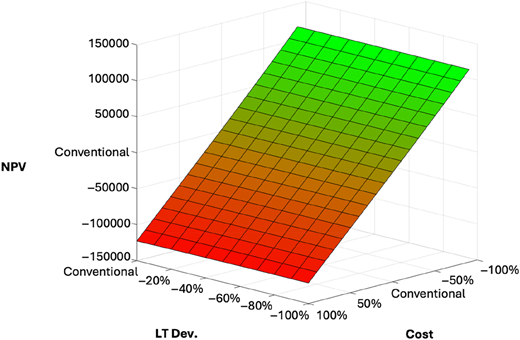
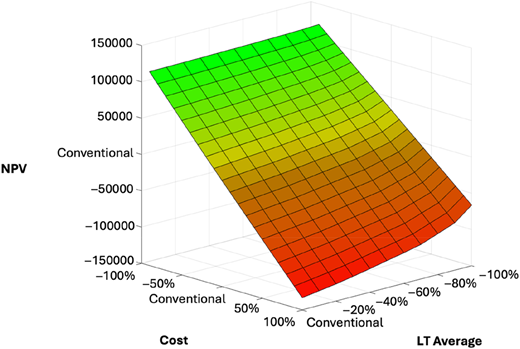
Figure 6, Figure 7 and Figure 8 show the average NPV of adopting AM in SKUs A, B, C, D, E and F (classified as “high priority” and “not evident”), for the different combinations of lead time parameters and cost. Results suggest that cost is by far the main contributor to unlock AM’s potential. Between both lead time parameters (Figure 6), the average is the most critical adoption factor.
Naturally, the most interesting combination is reducing part acquisition cost and lead time simultaneously; however, minimizing just the lead time can compensate for small cost increases (Figure 8). In average terms, increasing acquisition cost by 10% would require a 70% lead time reduction, just to make AM viable; however, this value goes down to 60% considering just the high priority SKUs. For reference, a 60% reduction means 55 and 34 days for parts A and B respectively. Even considering the eventual lack of AM suppliers, both these values appear to be easily achievable.
Acquisition cost is extremely difficult to model or predict, especially because it depends greatly on the company’s dependability on suppliers, and their profit margins. Manufacturing cost by opposition is easier to predict, as it tends to be correlated with technology development and material availability (particularly important in the case of metal powders). Recent research predicts manufacturing cost reductions of around 20% until 2030 (Knofius et al., 2019), which in conjunction with the reduced dependency on one supplier, can lead to significant acquisition cost savings. A simple 10% reduction in acquisition cost would lead, in average terms, to a positive NPV independent of the lead time reduction.
Both analyses show that AM’s role in spare parts supply chains is limited to specific cases. Out of a total of 1,040 SKUs considered in the large format line case study, only 10 were considered suitable for AM, and potential economic benefits were found for only 5 of those. SKU F could prove to have potential, should the acquisition cost be reduced significantly; however, G, H, I, J, are already quite inexpensive, leaving low margin for cost reduction. Despite being applicable to less than 1% of the SKUs in inventory, AM appears to be competitive, at least from an economic standpoint.
4. Discussion, limitations and future work
The results offer novel insights about the potential/impact of adopting AM in spare parts’ supply chains. By delving into a factory level case study, the top-down approach introduced by Cardeal et al. allowed for the effective analysis of a multi-year sample of SKUs, which takes into consideration practitioner expertise, industrial knowledge and historical data. The paper’s contribution focuses on showing how AM technologies can be used in spare parts’ supply chains in continuous process industries, characterized by big and complex warehouses of spare parts. The results obtained are aligned with expectations drawn from the existing literature on the topic. The advantages result mainly from decentralizing production, which has positive spill over economic benefits for the company (increased resilience and reduced warehouse investment).
The application of Cardeal’s (Cardeal et al., 2023) classification model confirmed previous expectations regarding the importance of applying case-specific approaches and the need to properly adjust classification criteria (Keckeis et al., 2024). Results from the economic and sensitivity analysis confirm the correlation between supplier lead time and suitability for AM discussed by previous authors (Keckeis et al., 2024; Knofius et al., 2016); however, they indicate that manufacturing/purchasing cost is by far a more critical factor. The combined analysis of lead time and cost variance indicates that, while reductions in lead time can offset small cost increases, they are insufficient to compensate for the higher manufacturing costs that are still commonly associated with AM technologies (Li et al., 2017). This results challenge previous findings that show the reduction in inventory costs can offset an increase in costs (Knofius et al., 2019). More interestingly, purchasing data revealed that despite the expected increase in manufacturing cost frequently associated with AM (Li et al., 2017), there is a significant potential for acquisition cost reduction by opening the market to more suppliers. The toolless nature of AM is key to unlocking such benefits.
Analysing the NPV for the different parts considered in the study outlines the importance of demand patterns and supplier availability. This result confirms that the absence of suppliers and irregular demand patterns are highly correlated with viability for AM, as previously stated by Chaudhuri et al. (2020). The inclusion of two control parts, both labelled as standardized, confirms Chaudhuri et al. inclusion of fasteners with multiple suppliers as poor AM candidates.
This work introduces some practical applications for companies willing to invest in AM. Starting with the fact that AM is only technically viable for a relatively small number of spare parts. The results not only confirm Holmstrom’s finding that technology limitations influence the number of parts suitable for AM (Holmström et al., 2010) but show that current supply chain conditions have a significant influence on its benefits. A significant share of SKUs found in warehouses are either: electronic components, assemblies (motors, pumps, etc.) or standard consumption parts (screws, bolts, bearings, etc.). In fact, results from the industrial case study revealed that around 99% of SKUs are in fact in one of those two categories. Both electronic components and consumption parts are usually standardized and produced by suppliers in large scale, which makes it much more cost-effective that any small-scale alternative. Such components do not generally pose problems for companies, as they can be easily acquired from a variety of suppliers. Even within the 1% of theoretically viable parts, some may not be geometrically suitable for AM processes. In process industries such as the paper and pulp industry, machines are often continuous production lines of extremely large dimensions. Accordingly, as stated by Ferreira et al. (2023) some parts may be too large to manufacture using powder bed or even direct energy deposition processes, meaning that there is still a long technological road for AM.
The elimination of suitable parts’ safety stocks can present risk at this stage, as companies would need to be able to quickly manufacture parts on site and on demand, which would require AM machines and post-processing capabilities/machines, or local service centres that do not exist. Internalizing some AM capacity may not be problematic for a large-size company such as the one discussed in the case study; however, the combined investment to acquire metal AM machines, peripherals and post-processing technologies constitutes an unquestionable barrier to AM adoption (Yi et al., 2019). Note that, as demonstrated by Ferreira et al. (2023), different post-processing techniques may be necessary for specific part characteristics/technical requirements. It is therefore necessary to establish a network of AM suppliers that can respond rapidly and use it to optimize safety stock requirements. Should AM be integrated in-house, insights and empirical results suggest that it should be done in a company-level centralized fashion. This results contrast previous studies centred in the aeronautical industry, where decentralized production hubs appear to be the way forward (Khajavi et al., 2014).
The successful implementation of AM requires significant know-how, which is often lacking in most companies. While studies in SMEs highlight the need for both technical and strategic knowledge (e.g. machine operation, part identification, supplier engagement) (Martinsuo and Luomaranta, 2018), interviews with experts in the process industry reveal similar gaps despite being large enterprises. Knowledge tends to be concentrated in maintenance departments and is highly specific to the company’s existing technologies. These findings support Holmström’s argument that centralized deployment of AM is preferable due to the need for qualified personnel (Holmström et al., 2010), although it still requires capability-building across the organization.
It is important to underline some limitations of this study. The first is the absence of maintenance and failure records; analysis relied instead on warehouse and purchasing data, with demand inferred from part withdrawal histories. While this limits technical depth, it enhances practical relevance, as many companies do not maintain detailed failure logs. Consequently, the use of commonly available data makes the approach broadly applicable across industrial contexts lacking extensive maintenance documentation.
Still regarding data, demand patterns and safety stocks were modelled using the normal distribution. According to previous literature, using either the Poisson (intermittent demand) or Gamma (lumpy demand) distributions would be better suited to the type of data encountered (Syntetos and Boylan, 2005); however, in practical terms, the use of the normal distribution does not significantly affect the potential savings. In fact, because it tends to underestimate safety stock requirements, it offers a more conservative approach to model potential economic benefits (Cardeal et al., 2023). Finally, replacement time, when stock is available, does not change between scenarios. To properly assess service level, replacement time must include installation and machine setup. Exclusively for comparison proposes, and assuming it remains unchanged, this time was excluded from the analysis.
A primary limitation of this study stems from its reliance on a single-case design, which restricts the generalizability of the findings to broader contexts. Although the in-depth examination of one real-world setting has allowed for a rich, detailed exploration of AMs effects on spare parts logistics, it may not capture the full variety of challenges and enablers that exist across different industries or organizational cultures. Future research could address this limitation by conducting multi-case studies or cross-sectional analyses in diverse sectors, thereby expanding the empirical base and validating whether the insights gained here hold true in other contexts.
This study assumes that switching to AM does not affect part performance, reliability or durability. It is further assumed that AM suppliers ensure adequate quality standards. Where manufacturing costs are estimated, the model accounts for defect rates based on input from machine users. Post-processing, although essential in most manufacturing methods, including AM and conventional techniques like forging, was not considered in either scenario. While excluded from this analysis, post-processing can significantly influence both cost and environmental impact.
Regarding supply chain, exceptional conditions were not considered. While it is common for companies to have the option of making emergency orders, usually with a cost increase, the case study does not include those dynamics. Finally, sustainability aspects beyond the economic pillar were not assessed in the case study, although they are increasingly important nowadays. Future work on this subject should include environmental and social quantitative models to be used in the decision model, using Life Cycle Assessment and Social Life Cycle Assessment, respectively. In fact, the discussion on the subject based on existing literature and contextualized with the case study showed the need for the extension of this study to encompass the three pillars of sustainability.
5. Conclusion
This study demonstrates that adopting AM for select spare parts can bring economic benefits by reducing both inventory levels and purchasing costs, thereby enhancing a company’s financial performance. It also reveals a shift in traditional supply chain practices, primarily through on-demand production and potential decentralization, which can shorten lead times and strengthen overall resilience. However, the findings highlight that AM is only viable for a small subset of spare parts, mostly those with unique geometries or intermittent demand, meaning widespread warehouse elimination remains unrealistic for most continuous process industries at current technology levels. Further, adopting AM at scale can introduce new cost drivers, such as post-processing requirements and workforce training, and it requires reliable supplier networks for printing and rapid delivery. In this sense, while AM adoption can yield significant improvements in economic metrics for certain parts, companies must conduct careful, data-driven assessments to determine which components genuinely benefit from AM’s flexibility and which are more efficiently sourced through conventional means. This study also corroborates earlier research emphasizing that each organization must adapt AM methods to its specific operational and strategic context, rather than applying a one-size-fits-all approach.
The authors acknowledge Fundação para a Ciência e a Tecnologia (FCT) for its financial support via the project LAETA Base Funding (https://doi.org/10.54499/UIDB/50022/2020). This work has been supported by the European Union under the Next Generation EU, through a grant of the Portuguese Republic’s Recovery and Resilience Plan (PRR) Partnership Agreement, within the scope of the project PRODUTECH R3 “Agenda Mobilizadora da Fileira das Tecnologias de Produção para a Reindustrialização,” aiming the mobilization of the production technologies industry towards of the reindustrialization of the manufacturing industrial fabric (Project ref. nr. 60-C645808870–00000067; Total project investment: 166.988.013,71 Euros; Total Grant: 97.111.730,27 Euros).