This paper examines the evolution of manufacturing execution systems (MES) into intelligent platforms during the digital revolution in the food and beverage industry. The objective is to illustrate how intelligent MES (IMES) effectively addresses emerging issues due to market fluctuations, regulatory changes and sustainability objectives, particularly by leveraging breakthroughs in automation, reconfigurability and real-time decision-making to achieve Industry 4.0 aspirations. The primary inquiry is how the food and beverage (F&B) sector can utilize IMES in its operations and strategies to adapt to evolving challenges in a digital landscape.
The study utilizes a comprehensive research technique, examining publication patterns and contributions from various databases. It supports its conclusions with practical applications and case studies. It outlines eight case studies from the dairy, meat, dietary supplement, brewing and beverage industries to illustrate the challenges and success factors associated with IMES implementation, with one case study at ECCBC detailed elaborately.
The research indicates that IMES, facilitated by AI, IoT and big data analytics, provides real-time visibility, predictive capabilities and adaptive solutions to production unpredictability. Examples illustrate advancements in operational efficiency, traceability, inventory reduction, waste minimization and improved process transparency. Critical success criteria include cross-functional collaboration, explicit KPI formulation, seamless system integration (e.g. with ERP), user-friendly interfaces, data quality control and workforce training.
This paper provides a comprehensive, empirically based examination that addresses gaps in the current literature concerning sector-specific requirements and operational characteristics of the Food and Beverage industry for IMES adoption. It enhances the strategic position of IMES as a crucial facilitator of next-generation manufacturing systems aligned with Industry 4.0 objectives and highlights effective integration solutions to address significant operational challenges in this domain.
1. Introduction
MES serves as a vital link between enterprise-level planning systems, such as ERP (Enterprise Resource Planning), and shop floor operations, including PLC (Programmable Logic Controller) and SCADA (Supervisory Control and Data Acquisition), addressing gaps in real-time data integration and bidirectional communication (Tran, 2018; Shojaeinasab et al., 2022).
Manufacturing Execution Systems (MES) have traditionally concentrated on tracking and operational control. Over time, MES has progressively incorporated advanced technologies such as artificial intelligence, the Internet of Things, and Big Data Analytics. These advancements have resulted in Intelligent Manufacturing Execution Systems (IMES), which offer real-time visibility, predictive capabilities, and adaptive responses to production variability. (Mantravadi and Moller, 2019; Shojaeinasab et al., 2022; Mohamed and Alraddadi, 2024)
The global MES market is expected to grow from $12.47 billion in 2022 to $36.9 billion by 2032, underscoring the demand associated with the strategic importance of scalable, intelligent solutions for modern manufacturing (Awotidebe, 2025).
In this race toward intelligent production, the Food and Beverage (F&B) industry—a sector long regarded as traditional and process-driven—is undergoing a significant transformation. The increasing demand for traceability, regulatory compliance, agility, and sustainability has exposed the limitations of conventional production systems, creating opportunities for flexible, real-time solutions. (Chen and Voigt, 2020)
At the core of this shift are MES, digital platforms designed to manage, monitor, and optimize shop floor operations. Since their introduction, these systems have undergone significant transformation, evolving from static data collection tools into dynamic systems that facilitate informed decision-making.
Today, this development is accelerated by the advent of IMES, which has been significantly enhanced by advanced technologies, including artificial intelligence, the Internet of Things, and Big Data Analytics (BDA), to improve both efficiency and responsiveness in manufacturing. (Mantravadi and Moller, 2019; Shojaeinasab et al., 2022)
Before delving deeper into the paper’s content, it is essential to address the existing knowledge gaps and limitations of previous research on MES and its evolution toward Intelligent MES, particularly within the framework of Industry 4.0 and the F&B sector (Santana, 2017).
Despite growing academic attention, the literature remains fragmented and outdated, showing a clear lack of understanding regarding the specific requirements and operational particularities of the F&B industry (Chen et al., 2018, 2020; Chen and Voigt, 2020). This shortcoming is evident in existing studies that typically fall into four broad categories: overviews of MES, research on the emergence of advanced technologies within MES to achieve intelligent capabilities, implementation approaches, and case study applications.
However, each category reveals significant limitations in addressing challenges and success factors relevant to real-world industrial contexts (GOMES et al., 2024). Traditional overviews often present generalized functions without adapting to F&B-specific constraints, such as perishability, hygiene compliance, and sustainability goals (Chen et al., 2018, 2020).
Research on emerging technologies tends to focus on theoretical models instead of validated, practical integration (Mantravadi and Moller, 2019). Implementation approaches often neglect the context of SMEs and the complexity of deployment in resource-constrained environments (Brodeur et al., 2022; Gomes et al., 2024). Moreover, case studies are typically simulation-based, offering limited empirical insight into the technical and organizational realities of IMES adoption (Shojaeinasab et al., 2022).
These persistent gaps highlight the necessity for an updated, sector-specific framework that accounts for technological, economic, and regulatory dimensions (Franzosa and Hestermann, 2019). This study contributes by offering a comprehensive and empirically grounded investigation that addresses these deficiencies and supports the effective deployment of IMES in the F&B sector.
This article will explore the central question: How can the food and beverage industry leverage IMES in its operations and strategy to tackle the evolving challenges of a rapidly digitized world?
This article begins by explaining the research methodology. Next, we provide a foundational overview of MES and trace its evolution. It then examines the enabling technologies that power IMES, followed by illustrative case studies. The discussion section presents a critical analysis of these systems’ success factors, challenges, and strategic implications, highlighting the potential that IMES represents as a significant step into another industrial age in F&B manufacturing, characterized by data and speed as its defining traits.
2. Research methodology
In this study, we utilize a qualitative multiple-case study approach. This methodology examines a contemporary phenomenon—the evolution and implementation of Intelligent Manufacturing Execution Systems (IMES)—within its real-life context, specifically within the food and beverage industry. The paper aims to fill existing knowledge gaps and provide an empirically grounded investigation of IMES adoption in this sector. The central question of the study is how the food and beverage industry can leverage IMES to tackle the evolving challenges of a digitized world. To explore this, the paper presents eight actual case studies from various sub-sectors, including dairy, meat, brewing, and beverages.
Using multiple cases aligns with case study research, where various cases provide a deeper understanding through cross-case analysis. Analyzing these case studies allows for the identification of standard technologies, success factors, and barriers related to IMES deployment. The analysis is organized by examining aspects before implementation (needs and expectations) and during and after implementation (technology integration, obstacles, and results).
The case study approach has become a vital research methodology, particularly noted in the literature (Eisenhardt et al., 2007; Steenhuis et al., 2006; Ridder, 2017; Yin, 2017). This methodology is distinguished by its empirical inquiry into contemporary phenomena within real-life contexts, where the boundaries between the phenomenon and its context often become indistinct. Unlike experimental research, which seeks to control contextual conditions, case studies embrace these conditions as essential components of the investigation. This approach typically involves thoroughly examining specific cases, which can encompass individuals, groups, organizations, or events. By adopting an inductive framework aligned with an interpretivist paradigm, case studies aim to provide a comprehensive understanding of phenomena rather than merely testing existing hypotheses.
One of the most significant contributions of case study research lies in its ability to enhance theoretical understanding. Recent literature highlights that case studies serve various objectives, extending beyond mere exploratory work to include theory-building, development, and testing. For instance, when examining a phenomenon that lacks established theoretical frameworks, case studies can facilitate the creation of new constructs and relationships through an inductive perspective. This is particularly evident in research designs that focus on understanding the intrinsic nature of the case itself. Conversely, when a preliminary theory exists but requires refinement, case studies can help specify and extend this theory by identifying gaps and introducing new elements. Additionally, case studies can play a crucial role in theory testing, especially when they challenge or confirm established theories through critical cases or theoretical replication. The methodological rigor of case study research is further emphasized by its sampling, data collection, and analysis techniques. Researchers often utilize non-random sampling methods, selecting cases based on their relevance or theoretical significance, which allows for deeper exploration of specific insights. The data collection process is rich and detailed, frequently employing interviews, archival research, and observations, with a strong emphasis on qualitative data, although quantitative elements may be included.
The cases were chosen based on criteria such as their relevance to Industry 4.0 integration, documented outcomes, and the representativeness of the industry’s digital transformation journey. The analysis relies on data sourced from various databases, including Scopus, HAL, Elsevier, ResearchGate, Procedia Manufacturing, IEEE, and others, to explore publication trends and author contributions. Several sources investigate the integration and impact of MES in the context of Industry 4.0 and beyond. Numerous articles have examined how MES progresses with the advancement of automated, reconfigurable, and real-time decision-making applications in future smart factories. Other studies explore the application of MES in specific sectors, such as the food and beverage industry, addressing challenges and advantages related to MES implementation. The use of advanced technologies to enhance MES functionalities is a recurring theme, and some sources assess MES adoption by small and medium-sized enterprises (SMEs), proposing methodologies for successful digital transformation. In addition, practical applications and case studies are included to support and validate the findings.
The validation of results in case study research is closely linked to the research design and its theoretical goals (Ridder, 2017; Yin, 2017). Researchers employ various mechanisms to enhance the credibility and rigor of findings, using strategies such as replication logic, analytical generalization, triangulation, and cross-case analysis. Replication, both literal and theoretical, reinforces hypotheses and boosts confidence in results. Analytical generalization aligns findings with established theories, while pattern-matching techniques validate theoretical propositions. Triangulation enriches understanding by integrating multiple data sources and methods, and cross-case analysis identifies patterns across diverse contexts. These strategies indeed create a robust framework for validating results in case study research, ensuring alignment with theoretical goals and enhancing empirical engagement.
In this study, we use cross-case research, which allows researchers to identify similarities and differences, reinforce established concepts, and validate findings across diverse contexts.
3. Overview of manufacturing execution systems
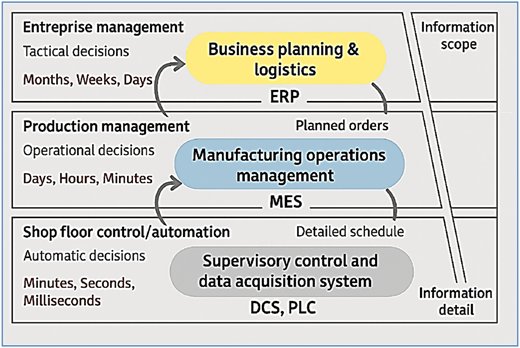
In the context of manufacturing competitiveness, industrial companies aim to leverage advanced techniques to enhance efficiency, improve quality, and achieve greater flexibility and sustainability. Modern industries are driven by the Industry 4.0 vision, which emphasizes high levels of digital capabilities to address transformation challenges such as interconnectivity, big data management, real-time information integration, and adaptability among smart factories, IT infrastructure, and software (Mantravadi and Moller, 2019). In most smart factories, two types of software are utilized:
The company’s management system typically includes an ERP and a CAPM (Computer Aided Production Management) (Tran, 2018). In this context, when discussing the integration of IMES with ERP and shop floor systems or the need for reconfigurability, Model-Based Systems Engineering (MBSE) provides methodologies for formalizing system architectures and managing the complexity of integrating different components across the system lifecycle. MBSE can be the starting point for the digital thread connecting these systems (Madni et al., 2019).
The supervision system, which provides real-time control of production resources, such as PLC and SCADA.
Figure 1 illustrates the connections between these systems and the flow of information among them, highlighting their distinct time frames, decision-making levels, and the evolution of shared information through the layers.
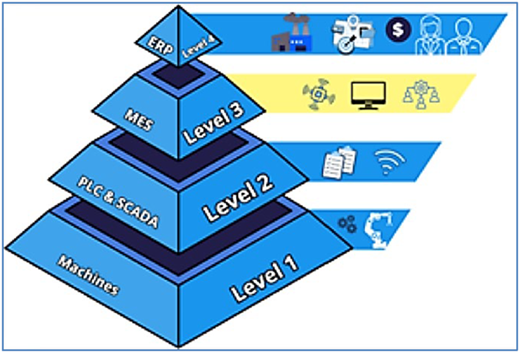
The MES emerged to facilitate digital communication between these two functional layers, ensuring alignment and synchronization. It acts as a bidirectional link between enterprise planning and the shop floor, encompassing control and automation systems (Shojaeinasab et al., 2022). Typically, it resides at the third level of the CIM (Computer Integrated Manufacturing) automation pyramid (Figure 2). MES has evolved from basic tracking systems to process-centric software solutions that collect and manage real-time information from manufacturing processes (Mantravadi and Moller, 2019; Mohamed and Alraddadi, 2024). This evolution enables real-time management of shop floor activities by utilizing manufacturing information about equipment, resources, and orders to optimize production (Mantravadi and Moller, 2019). Additionally, it has incorporated extensions to perform manufacturing activities through advancements in information technology. The core function of an MES is to provide accurate information about the actual status of the production system, along with analytical tools to enhance both the quantitative and qualitative aspects of production (Chen and Voigt, 2020).
When MES first emerged in the 1970s, its primary goal was to support production execution, focusing on online shop floor activity management. The development of MES is closely tied to manufacturing strategies aimed at cost reduction and the integration of planning and process control. This evolution involved multiple stages, including MRP, MRPII, computer-aided manufacturing, and ERP systems, all designed to enhance production efficiency and competitiveness (Shojaeinasab et al., 2022; Mantravadi and Moller, 2019; Chen and Voigt, 2020). The necessity for data integration from various sources, including shop floor and enterprise systems, along with the need to manage the increasing complexity of manufacturing processes, has driven the growth of MES. SMEs are rapidly transitioning to more reliable and efficient alternatives to the paper-based solutions they previously relied on (Menezes et al., 2018).
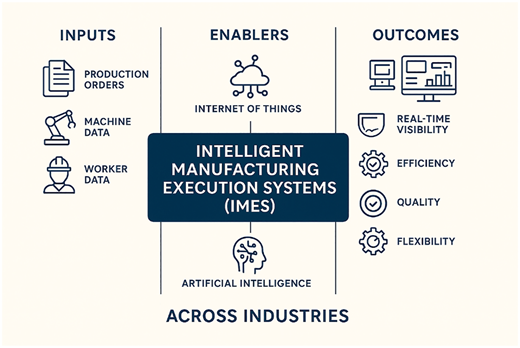
As illustrated by Table 1, traditional MES focuses on production execution by ensuring the connection between ERP systems and shop floor control devices, such as PLCs and sensors. With limited diagnostic capabilities and a reactive approach based on human expertise, it collects and stores production data to compute performance indicators like Overall Equipment Effectiveness (OEE). However, the IMES employs BDA to manage and analyze large volumes of real-time data from various sources, facilitating vertical integration with Industry 4.0. This enables intuitive system and device integration, autonomous decision-making, and advanced diagnostics. Additionally, it enhances diagnostics and flexibility by utilizing continuous data analysis and probabilistic models. Figure 3 illustrates the IMES framework: inputs, outputs and enablers.
4. Technologies and features of IMES
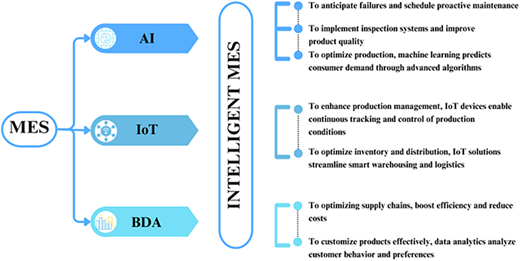
IMES are characterized by the integration of advanced Industry 4.0 technologies, notably Artificial Intelligence (AI), the Internet of Things (IoT), Machine Learning (ML), and Big Data Analytics (BDA). This section presents these technologies, their integration into MES, and the resulting features of this integration (Figure 4).
Integration of MES with AI: AI enhances MES by improving manufacturing operations through a better understanding of processes and data (Goecks et al., 2024). AI applications in MES include reasoning, planning, learning, and natural language processing (Abdoune, 2023). Key benefits include predictive maintenance, real-time monitoring, and quality control (Karima et al., 2021; Shojaeinasab et al., 2022). AI analyzes real-time production data to establish failure models, enabling predictive analytics and advanced process optimization (Rahmatulloh et al., 2024; Nurdiyanto and Kindiasari, 2024). The integration of AI with Digital Twin technology allows for equipment failure predictions and maintenance optimization (Vyskocil et al., 2023; Abdoune, 2023). However, challenges remain in improving equipment detection methods and emphasizing predictive maintenance in existing IMES models (Shojaeinasab et al., 2022; Vyskocil et al., 2023). AI-driven industrial vision systems enhance quality control by automating visual inspections and identifying defects (Shojaeinasab et al., 2022; Menezes et al., 2018).
Integration of MES with IoT: IoT enhances MES by enabling real-time data collection and communication between machines and the cloud (Karima et al., 2021; Rahmatulloh et al., 2024). IoT devices automate data collection, optimizing production performance and equipment efficiency (Menezes et al., 2018; Fatorachian and Kazemi, 2021). This integration supports real-time decision-making and enhances visibility in warehousing and logistics (Abdoune, 2023; Goecks et al., 2024).
Integration of MES with BDA: BDA processes large datasets to provide actionable insights for decision-making (Kopeinig et al., 2024). Integrating BDA into MES transforms production data into insights for continuous improvement (Jasko et al., 2020; Nurdiyanto and Kindiasari, 2024). It enhances supply chain optimization by providing real-time visibility into inventory and machine performance, supporting rational decision-making (Nurdiyanto and Kindiasari, 2024; Sishi and Telukdarie, 2020). BDA also aids in customer behavior analysis, optimizing order management and enhancing customer satisfaction (Rivest et al., 2018; Mantravadi and Moller, 2019).
Complementary Enabling Technologies encompass a range of innovations that enhance operational efficiency and communication within various systems. Cyber Physical Systems integrate cyber capabilities with physical systems for continuous communication (Kopeinig et al., 2024), while Cloud Computing facilitates data sharing and process monitoring across supply chains (Shojaeinasab et al., 2022). Additive Manufacturing supports flexible production through 3D printing (Kopeinig et al., 2024), and Augmented Reality provides real-time instructions for operators. Simulation and Digital Twins create virtual replicas for predictive maintenance and optimization, and Autonomous Robots (Cobots) manage human-robot collaboration. Cybersecurity ensures secure communication between systems (Jasko et al., 2020), while Machine-to-Machine Communication enhances operational efficiency (Rahmatulloh et al., 2024).
5. Case studies on the deployment of IMES in F&B companies
The implementation of IMES in the food and beverage industry represents a significant step toward the digitalization of industrial processes. This section presents eight real case studies that illustrate the implementation of IMES, discussing various technologies used, benefits achieved, challenges encountered, and key success factors in a highly regulated and quality-guided environment.
5.1 Specific requirements of the food and beverage industry
Before examining the case studies, it is essential to understand the fundamental requirements of this sector, characterized by strict regulations, high competitiveness, and growing demand. It also faces low profit margins, making the implementation of IMES difficult and complex.
In this sector, the final consumer is human; traceability, hygiene, and food safety are essential pillars of production. This field also presents technical and organizational specificities that demand high standards in production (Chen and Voigt, 2020):
Raw materials and semi-finished products often possess dynamic characteristics that evolve over time. Raw milk serves as a perfect example of this. If it is not pasteurized or cooled quickly after milking, it begins to deteriorate within a few hours. This sensitivity necessitates strict processing timelines and rigorous storage conditions to maintain product quality and prevent any loss.
The recycling of products or semi-finished goods is a common practice in many processes. In the chocolate industry, recycling molding scraps is standard. Production surpluses or broken pieces, such as chocolate bars or candies, are remelted and reintegrated into a new production cycle. This practice helps minimize material losses while maintaining the quality and taste properties of the final product.
The safety and quality of finished products depend on multiple factors, including the hygiene of the environment, equipment, personnel, transportation, and storage conditions. In a beverage production plant, ensuring the safety and quality of finished products is essential. Environmental hygiene is maintained through sterile white production zones, where air is filtered and controlled to prevent contamination. Equipment such as mixing tanks and production lines is cleaned automatically using CIP (Cleaning In Place) procedures to ensure no residue remains between production cycles. Personnel must follow strict protocols, including wearing hairnets, shoe covers, and gloves, and undergoing regular health checks.
Raw materials, semi-finished products, and finished products are generally perishable and have a limited shelf life. For example, soft cheese is a semi-finished product that requires maturation. However, it can deteriorate quickly if storage conditions are not properly maintained, particularly in the case of insufficient refrigeration.
Manufacturers must adhere to safety principles in production to meet regulations on safety and traceability, including Good Hygiene Practices (GHP), Good Manufacturing Practices (GMP), and the Hazard Analysis and Critical Control Points (HACCP) system, which focuses on analyzing hazards and controlling critical points (Chen and Voigt, 2020).
5.2 Case studies
To illustrate the implementation challenges and success factors of IMES in the F&B industry, this section presents a selection of case studies collected from various manufacturers, including dairy, meat, dietary supplements, brewing, and beverages. These case studies were chosen for their relevance to Industry 4.0 integration, their documented outcomes, and their representativeness of the industry’s digital transformation journey. Among these, particular attention is given to a local case study conducted at ECCBC, which provides a detailed and contextualized example of IMES deployment in a real-world production environment.
5.2.1 Case study 1: dairy manufacturing company – Scandinavia
The author in (Mantravadi et al., 2023) discussed a case concerning a leading dairy manufacturing company that specializes in producing organic dairy products, with facilities spread across Scandinavia. To meet increasing consumer demands for transparency regarding product origins and operations, including animal treatment and farm hygiene, the company required enhanced data collection capabilities and greater information transparency across its supply chain. Additionally, it aimed to improve logistics, food quality, flexibility, scalability, and establish a strong foundation for data management and digital services.
In 2018, the company commissioned an IoT platform for its food supply chain, integrating real-time data acquisition and process monitoring into its MES to enhance its capabilities. To ensure optimal interoperability between IT and OT (Operational Technology) systems, the platform adhered to open standards including ISA 95 and RAMI 4.0.
Using MQTT and OPC UA protocols, the company connected all 23 of its factories to the IIoT, enabling both centralized control and decentralized decision-making. The IMES served as a process digital twin by offering real-time insights into production processes, which helped identify issues that were previously misdefined through manual data collection.
The company collaborated closely with its suppliers and IT architects during the implementation phases to adapt the IMES to meet specific operational requirements, such as integrating existing equipment and coordinating with suppliers. With enhanced shop floor planning software, the company was able to reduce changeover times and increase delivery speeds despite challenges like supplier limitations and siloed solutions. Full traceability is achieved through the implementation of RFID tags and wireless sensors added to the material and component levels.
Although it’s still challenging to quantify productivity gains, the company estimates a significant improvement in operational efficiency, particularly in reducing stock levels through advanced predictions and enhancing resource utilization. The company is delighted with the IMES, which supports essential features like real-time scheduling, predictive maintenance, and operator support for tasks such as color and mold changes.
5.2.2 Case study 2: European pork and beef producer
In (Mantravadi et al., 2023), a second case is reported concerning a primary international meat processing business that operates across Europe and specializes in the production of beef and pork. The company required enhanced planning, resource management, and process transparency within its complex supply chain environment to meet the stringent requirements for food safety, traceability, and operational efficiency.
In 2018, the company installed a new high-technology MES/MOM (Manufacturing Operations Management) platform to reduce data silos and improve communication between IT and OT systems. The proper use of the ISA 95 standard and the adoption of respective transport and semantic protocols such as MQTT and OPC UA were further deemed essential for successful Industrial IoT integration. By supporting open industry standards, the company aimed to improve connections between its central IT department, farms, and factory networks while maintaining legal compliance.
The IMES provided reliable batch, quantity, and stage monitoring, ensuring complete product traceability from farm to fork. Maintaining this feature was important for monitoring parameters that affect meat quality, such as processing time, temperature control, and machine sanitation. With increased visibility came improved operational reliability, resource management, and production scheduling, notably decreasing raw material inventories and storage costs. As a result, the system paved the way for advancements in logistics, allowing real-time information sharing to communicate fresh food supply chains better.
Throughout the implementation, senior IT architects and global IT leaders collaborated closely with factory operators and supply chain managers to design the IMES solution that addresses specific process needs and operational constraints. The complexity of integrating past systems makes it challenging to quantify productivity gains, but the company estimates a significant increase in overall efficiency. There is complete satisfaction with the IMES, particularly regarding its ability to support essential functions like the workshop for packaging finished products and the production of required certificates of analysis for the food industry.
5.2.3 Case study 3: DSM nutritional products – France
This case concerns DSM Nutritional Products, a leading company specializing in the production of vitamin and carotenoid premixes, with a facility in Village Neuf (Haut Rhin, France). To meet stringent production deadlines, which allow no more than four weeks between order receipt and finished product shipment, including the issuance of analysis certificates, DSM required enhanced process transparency, planning, and traceability capabilities in a demanding food industry environment (ABB Products and Services Library, 2025).
In 2013, ABB deployed a comprehensive IMES that integrates real-time operational management. This system comprises seven extended 800xA control command stations and the cpmPlus ECS (Enterprise Control System), a middleware solution linking IMES with the ERP system via ISA 95 standard interfaces, with 15 dedicated stations all running on virtualized servers to ensure robustness and flexibility. The IMES provides precise tracking of produced batches, quantities, and stages, ensuring complete product traceability in compliance with regulatory requirements. This increased visibility enhances operational reliability, resource management, and production scheduling, resulting in a notable reduction in raw material inventory and optimized storage costs.
As part of the performance engagement process, ABB engineers worked closely with the DSM premix team to adapt the IMES to specific process needs and operational constraints. While it is challenging to quantify productivity benefits, DSM estimates an overall productivity increase in double figures. As a company, DSM welcomes the IMES solution in support of essential operations, including the finished product packaging workshop and, in the food industry, certificates of analysis generation.
5.2.4 Case study 4: Wander AG – Switzerland
In (ABB Products and Services Library, 2025), a second case discusses Wander AG, a renowned producer of Ovaltine and Caotina chocolate malt drinks with a facility in Neuenegg, Switzerland. To address the growing demands for capacity and flexibility in a production environment that evolved over several decades, Wander sought to modernize and streamline its processes.
In 2016, ABB implemented a comprehensive IMES solution for real-time operations management, which included cpmPlus ECS and bidirectional integration with ERP systems and numerous control stations across the facility. The IMES maintains perfect horizontal and vertical integration from raw material delivery to finished product dispatch, ensuring full traceability of materials, equipment, and personnel.
The IMES enables precise tracking of production orders, materials, and stages to ensure full traceability of products and compliance with regulatory requirements. With greater awareness, it is directly linked to operational reliability, resource management, and production scheduling, which has significantly reduced raw material inventories and optimized storage costs. During implementation, ABB engineers collaborated with the production team at Wander to customize the IMES to specific process needs and address any other constraints that may hinder its operation.
When it comes to quantifying gains, Wander accounts for significant improvements in efficiency, flexibility, and productivity. The company is entirely satisfied with the IMES that supports essential operations such as raw material handling, batch formulation, and packaging. The IMES also produces requisite certificates of analysis while ensuring compliance with hygiene and service delivery standards.
5.2.5 Case study 5: beer manufacturing company – Germany
Authors in (Chen et al., 2018) described the case of a traditional brewery, Weihenstephan, that employs model-driven engineering (MDE) to develop a manufacturing execution system (MES) in the brewing process. Preparing the beer involves a series of operations called mashing, lautering, boiling, and cooling, which require accurate and highly transparent control to meet quality and regulatory requirements. Due to the high customization effort typically associated with such implementations, the company selects MDE to simplify deployment, facilitate changes in energy monitoring, and enhance operational efficiency.
The IMES solution has been developed using predefined modeling elements and organized into four libraries: plant, process, IMES function, and report. The brewery first constructed the technical systems (such as mash tun and lauter tun) along with the associated data points based on the established energy consumption, using ISA 95 and Weihenstephan Standards to ensure accurate communication and data exchange. Brewing processes were divided into stages (mashing, boiling) and operations (heating, stirring) to enhance MES functions for calculating KPIs and energy usage (Paul, 2023). By mapping these models, the company was able to dynamically generate an IMES prototype tailored to its operations.
Throughout the implementation, the brewery adjusted its process to facilitate real-time monitoring and control of energy consumption and equipment efficiency. Despite the lack of a fully operational IMES generator, the modeling phase was validated through expert feedback, demonstrating improved communication, reusability of elements, and readiness for future automation. RFID systems and standardized modeling tools were utilized for an audit of existing physical processes to enhance traceability and data accuracy across the brew house.
Although not fully automated yet, the brewery has made improvements in process modeling clarity, the potential for future IMES integration, and reduced manual configuration needs. This case demonstrates the suitability of a model-driven IMES approach for SMEs in the F&B sector looking to digitize their operations efficiently and flexibly.
5.2.6 Case study 6: dairy manufacturing industry – Malaysia
The authors in (Al-Shami et al., 2021; Al-Shami and Shariman, 2023) discussed the usage of MES within the Malaysian dairy context, specifically in the Halal food environment. The nation aims to position Malaysia as a global halal hub and is therefore encouraging dairy manufacturers to adopt digital solutions to improve traceability, production efficiency, and quality management. The industry faces numerous internal challenges, including limited production data, poor integration between management and operations, and increased regulatory demands.
The introduction of IMES has been recognized as a key technology for transparency, traceability, and real-time monitoring. It is important to note that most of these modules have been implemented in Malaysia’s dairy processing systems, even though IMES was still in the early stages of implementation. They have deployed modules for data acquisition, quality control, electronic batch records, and inventory management. Additionally, IMES has been made available for ERP and WMS integration, thereby providing better coordination of production and logistics functions.
The IMES implementation strategy focuses on optimizing material handling and minimizing human error, and includes features such as barcoding, RFID-based traceability, automated weighing systems, and electronic Kanban boards. Furthermore, IMES supports real-time device monitoring, predictive maintenance, and fault-proof feeding to achieve operational enhancement and reduce production costs.
The initial IMES applications have faced challenges, including the high cost of investments and staff training. Yet, they have successfully recorded improved accuracy in the data, reduced material wastage, enhanced halal compliance, and increased production transparency. The study indicates that the complete adoption of IMES would position the Malaysian dairy industry to enhance its competitive edge and sustainability by ensuring compliance with international standards and consumer expectations.
5.2.7 Case study 7: cultivated meat manufacturing industry – global perspective
The case study reported in (Kamalapuram and Choudhury, 2024) illustrates a sector that is rapidly developing to address global issues of food sustainability, environmental impact, and health. The term CM designates the in vitro cultivation of animal cells capable of generating meat products with a taste and nutritional profile similar to traditional meat offerings, while addressing ethical and environmental concerns. For the large-scale, efficient, and safe production of meat products, it requires advanced digital tracking capabilities that include real-time monitoring, intelligent automation, and data-driven decision-making throughout the entire value chain.
In this case, several CM companies, such as Eat Just, Mosa Meats, and Orbillion, have begun implementing adapted Industry 4.0 environments and are showing their interest in converting their current systems into AI, ML, IoT, and blockchain technologies in both upstream and downstream operations. Programs such as AI-based cell screening, real-time bioreactor monitoring using IoT sensors, innovative packaging, predictive maintenance, and blockchain-enabled traceability have been developed. IMES solutions, along with ERP tools, were deployed to link production data to business processes. Such digital solutions are designed to offer flexibility, efficiency, and transparency while scaling CM production systems.
The implementation faced challenges such as high infrastructure costs, integration with legacy systems, workforce upskilling, and, of course, the adoption of cybersecurity requirements. Nonetheless, industries laid the groundwork for intelligent CM factories by deploying a phased digital adoption strategy, starting with cloud data storage and culminating in IIoT and digital twins. Other technologies, including AR/VR, were used for operator training and customer interaction, while RFID systems were introduced for real-time traceability throughout the supply chain.
The industry’s early stage limits options for quantifying cost or yield improvements. However, companies report increased operational control, enhanced product consistency, and adaptability to the market. Stakeholders cite improved forecasting and resource optimization, along with the ability to customize a product’s design based on consumer preferences, as the primary beneficiaries of ongoing digitalization in the cultivated meat sector. They express optimism about the long-term impact of Industry 4.0 on cultivated meat businesses.
5.2.8 Case study 8: beverage manufacturing industry – Algeria (ECCBC)
Equatorial Coca Cola Bottling Company (ECCBC) in Algeria has implemented a structured action plan focused on five central pillars: safety, quality, and operational sustainability; service levels, production capacity, and capability; operations and cost efficiency; cash capital optimization; and operational excellence in standardization (Naik et al., 2024). To support these pillars, ECCBC has two key enablers: a staff development program that fosters employee commitment and expertise, and a technology and digitalization program that enhances processes.
This strategic framework serves as a guide for ECCBC’s operational teams, directing projects toward the company’s vision. A critical aspect of this system is the monitoring and enhancement of Overall Equipment Effectiveness (OEE), which necessitates a solution for precise OEE measurements across all factories. Initially, data was recorded manually using Excel, which led to inconsistencies in downtime logging, speed loss identification, and a lack of real-time dashboards, ultimately hindering analysis and decision-making.
To address these issues, ECCBC decided to implement an Integrated Manufacturing Execution System (IMES) that would automate data collection and provide real-time visibility into performance. Analysis of old production reports revealed significant gaps in performance monitoring, including the absence of structured shift-based tracking and the failure to compute key indicators like OEE. Additionally, there was insufficient data on production downtime and raw material tracking, which limited performance optimization.
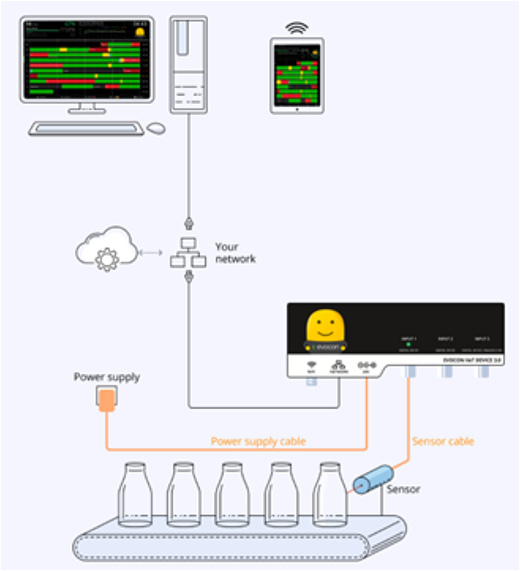
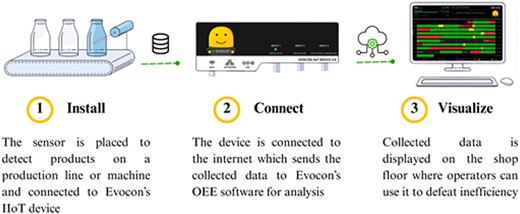
User expectations were gathered from various stakeholders, with operators seeking a user-friendly interface and managers desiring improved data reliability and real-time visibility. The objectives for the IMES project were established to enhance OEE, ensure reliable data collection, and provide real-time operational supervision. The next steps involved defining the functional and technical specifications for the system, including automated data collection, real-time visualization, and the integration of IoT sensors for continuous reporting of production data (Figure 5).
Meanwhile, a technical constraints evaluation was conducted, considering the existing network infrastructure, information technology security requirements, and compatibility with the current systems, particularly the SAP ERP system, to ensure coherent integration within the company’s overall digital environment (Figure 6).
The implementation of the IMES Evocon solution was customized according to the company’s needs and integrates various functions, including the following:
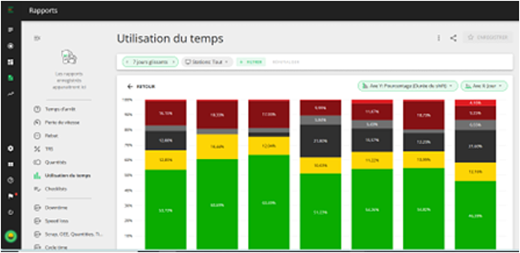
OEE Tracking: The system allows real-time OEE tracking, but at this stage, it does not factor in quality in the calculations (Figure 7).
Equipment Downtime Tracking: Evocon automatically detects and records machine downtime, making it easier to identify the causes of production loss and implement corrective actions (Figure 8).
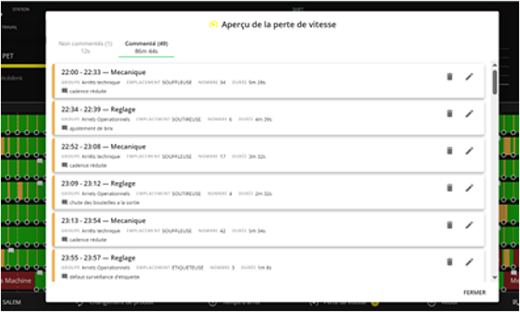
Speed Loss Tracking: The system analyzes the difference between theoretical and actual equipment speeds, enabling the detection of performance losses that are often unnoticed (Figure 9).
Personnel Performance by Shift Tracking: Evocon enables the assessment of operators’ collective performance by shift, enhancing visibility on human efficiency and fostering effective team management.
Quality Control Tracking: The system integrates the tracking of specific quality control parameters, such as product coding, which enhances compliance and batch traceability.
Reporting and Analysis: The solution offers an automated reporting and analysis mechanism that enables quick and informed decision-making at all levels of the organization (Figure 10).
The integration of IMES Evocon began in 2024 and was deployed at the start of 2025, providing significant operational advantages, including improved data reliability that nearly eliminates human errors in data collection. This enhancement leads to maximum information accuracy, consistency, and validity, resulting in reduced analysis and tracking times due to centralized data repositories and integrated analytical tools. The system also fosters better intergroup communication through real-time data sharing among subsidiaries, enhancing coordination and responsiveness. Data security is a key asset, with solutions for backup, access management, and protection against data loss or tampering. Evocon emphasizes that production data must be secure and confidential, hosting data in Europe on Amazon AWS with strong encryption (AES-256-GCM) and strict access controls. Certified ISO/IEC 27001: 2013, Evocon ensures compliance with international standards for information security. The application enhances reporting by automatically generating detailed, customizable reports, facilitating strategic and operational management. Real-time tracking allows for close monitoring of production and immediate intervention when issues arise, improving productivity by providing visibility on performance and losses. IMES also promotes personnel monitoring and strengthens traceability by automatically recording all production steps, ensuring transparency and practical audits. Structured and secure data archiving supports historical record-keeping for trend analyses and continuous improvement efforts.
However, limitations were observed during deployment and usage. Downtimes are recorded by line without specifying the exact equipment, complicating malfunction analysis. The quality of comments entered into the system is often inadequate, particularly regarding operator skill levels, which affects the relevance of collected information. Technical issues arise from using Wi-Fi for connectivity, leading to instability and potential data loss. Sensor degradation can cause reading errors, and raw material consumption is still monitored manually, increasing the risk of errors. Humidity conditions on production lines also affect touch screen functionality, hindering the usability of the IMES interface. These limitations indicate the need for technical and organizational adaptations for the optimal integration of the Evocon system.
6. Discussion
IMES integration involves emerging trends, lessons learned, and ongoing challenges in the F&B sector. By analyzing the eight case studies (see Table 2), standard technologies, success factors, and barriers were identified, providing a comprehensive discussion of IMES deployment in this sector in this documentation.
A systematic approach is adopted to provide a structured analysis of the case studies, and the flow of ideas is organized into two distinct phases: before implementation (5.1) and during and after the implementation of the IMES (5.2).
Before the implementation, attention is focused on defining needs and describing expectations, similar to a preliminary study that clarifies objectives, functionalities, and technologies.
The implementation encompasses the aspects encountered during and after its execution, including obstacles faced, technology integration, and the results achieved.
Additionally, the comparative analysis of the cases has highlighted the challenges and specific functionalities recognized as critical success factors (5.3).
6.1 Before the implementation of the IMES
As practice states, the essential initial requirement in a systematic approach is to identify the requirements and expectations involved, serving as a foundational analysis that clarifies goals, features, and other potential technologies. Companies typically initiate IMES projects with a focus on specific needs such as improved data collection, real-time monitoring, resource management, traceability, and intelligent production planning. For example, the Scandinavian dairy manufacturing company sought better transparency and real-time insights from IoT digital twins. Meanwhile, the European pork and beef producer required end-to-end traceability to meet stringent food safety standards. Other companies, such as DSM Nutritional Products and Wander AG, aimed for more reliable and flexible operations in conjunction with ERP system integration and real-time process visualization.
These cases reveal that industry-specific pressures, such as compliance with food safety regulations, process variability, and high demand for traceability, play a central role in shaping IMES requirements. Objectives frequently revolve around operational efficiency, integrating lean manufacturing and operational excellence strategies, as well as sustainability, quality assurance, and digital transformation in line with the Industry 4.0 paradigm (D’antonio et al., 2017; Detwal et al., 2024).
Technologies such as IoT, AI, ML, and BDA were selected to meet functional expectations, including real-time monitoring, predictive maintenance, traceability, quality control, and inventory optimization. Furthermore, technical specifications considered factors like system interoperability with standards such as ISA 95, SAP ERP compatibility, cybersecurity, and the need for intuitive operator interfaces.
6.2 During and after implementation of the IMES
The second phase explores the actual developments during and after IMES implementation, focusing on technology integration, encountered obstacles, and achieved results. Across the cases, technology integration demonstrated widespread adoption of advanced tools. Core technologies such as IoT and AI-enabled capabilities like predictive maintenance and smart packaging, particularly in cultivated meat manufacturing. Complementary technologies, including blockchain for traceability and augmented reality/virtual reality for operator support, were also utilized.
However, a high level of challenges accompanied IMES deployment across the analyzed case studies. Integration complexity was pervasive when connecting new IMES with heterogeneous legacy systems, as evidenced in the European pork and beef case. The origin refers to the wide variety of software platforms used in production environments, which include ERP, LIMS (Laboratory Information Management Systems), and PPS (Production Planning Systems) that ensure a smooth flow of information, thus presenting a significant technical hurdle. In addition, there is complexity in adjusting IMES characteristics to the specific features of F&B manufacturing operations.
Such processes can be batch, continuous, or discrete, and they are often combined in convergent or divergent forms. Systems must manage yield variability, frequent recycling, recipe differences, and strict hygiene and safety requirements, particularly at Weihenstephan Brewery.
Additionally, high investment costs emerged as one of the primary barriers, particularly for SMEs, such as those in the dairy sector in Malaysia. In this context, the need for standardized modular IMES solutions becomes crucial; otherwise, the complexity of customization and implementation costs can become challenging to manage. Regarding standardization, the initiation of platforms like the Weihenstephan Standards aims to provide a universal communication protocol and maintain data consistency across systems.
Resistance to organizational change and the need for workforce upskilling were additional critical issues, particularly in an early-stage industry like cultivated meat. Technical fields included all: Wi-Fi instability, sensor degradation, and poor-quality data input were typical operational challenges, as observed with ECCBC’s installation, for example.
Environmental conditions further compounded these limitations; numerous examples exist, such as humidity affecting touchscreen functionality, cybersecurity concerns, and the absence of real-time dashboards, which impaired visibility and slowed responsiveness.
Moreover, IMES must be capable of collecting and managing detailed traceability and food safety data, covering raw material origins, production processes, and hygiene conditions. Ensuring compliance with strict standards such as GHP, GMP, and HACCP is critical; it enables the system to offer planning, execution, and monitoring functionalities that are reliable. Flexibility is yet another challenging requirement; IMES must adapt quickly to any changes in consumer demand or new product variations, particularly in highly competitive markets.
Finally, sustainability efforts should be supported by IMES, integrating and analyzing energy consumption data for KPI calculations, such as OEE, and identifying opportunities to improve production efficiency while decreasing environmental impact.
Despite these barriers, the eight cases demonstrated reasonably good operational gains. Improvements include enhanced real-time visibility, operational efficiency, product traceability, stock level reductions, and minimized material losses throughout the chain. For instance, Evocon IMES, implemented by ECCBC Algeria, provided a new edge towards improved monitoring and traceability of OEE. Improvements in productivity, flexibility, and stock optimization for DSM Nutritional Products and Wander AG were particularly pronounced. At the same time, operational transparency and energy management were further advanced using a model-driven approach at Weihenstephan Brewery, with total automation still on the horizon.
6.3 Challenges and success factors
The implementation cases at ECCBC, a Scandinavian dairy company, and cultivated meat manufacturers emphasized the importance of real-time monitoring. Quality control, primarily enhanced by AI-based vision systems, has become a crucial topic in the Malaysian dairy industry. Complete traceability, a key requirement for compliance and food safety, was evident in the implementations by ABB and the cultivated meat sector, where blockchain technology provided transparency. Inventory management has significantly improved at the locations of ABB and ECCBC, and predictive maintenance is being implemented, particularly in the dairy and cultivated meat projects. OEE calculation, a fundamental performance indicator, has been systematically deployed using specialized solutions like Evocon.
Implementation cases illustrate the interaction involved in IMES deployment, which necessitates adapting processes, fostering collaboration between technical and operational teams, and tackling challenges related to technical robustness and operational realities. The reactive approach based on human expertise in traditional MES contrasts with the autonomous decision-making found in IMES, shifting decision-making capabilities toward the technical system enhanced by AI and BDA. The goal of improving collaboration through graphical interfaces for data presentation exemplifies designing the technical system to support the social subsystem.
The Technology-Organization-Environment (TOE) Framework can provide valuable benefits in this context. This framework examines the conditions under which a firm adopts and assimilates a technological innovation (Baker, 2012). It consists of three components: technological context, organizational context, and environmental context. The technological context includes advanced technologies such as AI, IoT, BDA, and complementary technologies like simulation, digital twins, AR, and RFID. The organizational context addresses factors such as organizational readiness, staff training, resistance to change, and collaboration among different departments. The environmental context considers the external environment of the food and beverage industry, including market shifts, regulations, and sustainability goals.
The socio-technical systems theory highlights the interaction between the technical subsystem (technology, equipment, processes) and the social subsystem (people, roles, relationships, culture, and structure). IMES serves as a digital platform and IT center for factories that integrates advanced technologies, representing the technical subsystem. The social subsystem includes human operators, factory operators, supply chain managers, the need for human-machine interaction and human-robot collaboration, as well as the challenge of overcoming resistance to organizational change within the workforce.
Certain key elements for success were consistently emphasized in the various case studies. Collaboration across functions, including IT, production, and supply chain teams, was recognized as critical for successful integration. Establishing key performance indicators and specific requirements before the implementation project’s start ensured that technology and business needs were well aligned. Seamless integration with existing systems, such as ERP or LIMS, facilitated smoother transitions, while the careful selection of an intuitive and modular IMES platform encouraged user acceptance and minimized resistance. Managing data quality through automated data collection significantly enhanced the process of making informed decisions. Training personnel and developing proactive change management plans were vital for system acceptance and sustainability across all cases studied.
Furthermore, in the analyzed cases, standardization approaches such as ISA 95 and Weihenstephan standards helped to ensure interoperability and scalability.
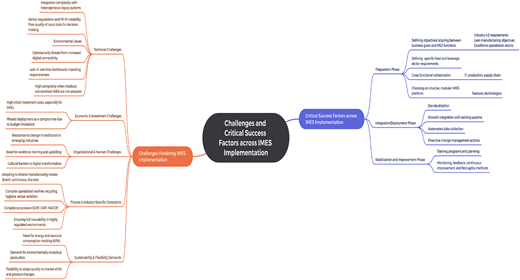
Nevertheless, these challenges remain to be overcome. A considerable level of technical expertise is required to coordinate IMES with complex legacy environments. Substantial initial investments, particularly for SMEs, often make phased deployment the only option. The cultural barrier to technological change, combined with issues of technical robustness such as sensor drift and Wi-Fi reliability, continues to adversely affect system performance. Environmental conditions like humidity can lead to touchscreen failures in beverage manufacturing; furthermore, increased digital connectivity adds complexity by posing cybersecurity threats. Modifying the IMES to support different production types—specifically batch, continuous, and discrete—presents a challenge in ensuring traceability and food safety compliance, which remains a significant hurdle, especially in highly regulated industries. The cross-case insights highlight common factors that contribute to success as well as challenges prevalent across the set, all of which uniquely shape various IMES implementations. To summarize these findings, Figure 11 integrates several success factors throughout the IMES implementation life cycle, from preparation to deployment to stabilization. This figure also represents challenges organized into different perspectives: technical, organizational, and environmental aspects that have influenced the success of IMES.
7. Conclusion
This study aimed to explore how MES evolves within the framework of Industry 4.0, particularly in the F&B sector, by integrating AI, IoT, and BDA to enhance automation, reconfigurability, and real-time decision-making in smart factories.
The study shows that IMES effectively addresses industry challenges in the F&B sector, such as market shifts, regulations, and sustainability goals. IMES is vital for enabling innovative, sustainable, and flexible manufacturing environments. It aligns with the objectives of Industry 4.0, enhancing flexibility, responsiveness, and sustainability. Implementing IMES results in operational benefits such as automated monitoring, reduced waste, and improved responsiveness to consumer needs. Additionally, IMES enhances data management and analysis, improving real-time tracking and responsiveness. It also facilitates process improvements, boosts traceability and compliance, optimizes resource and inventory management, and enables predictive maintenance. The study concludes that IMES can foster continuous improvement and strategic decision-making by transforming large production data into actionable insights through advanced analysis tools.
The study focuses on integrating emerging technologies into manufacturing operations systems (MES) within the F&B industry. It outlines the study’s limitations, including its reliance on qualitative case studies, emphasis on theoretical models, neglect of small and medium-sized enterprises (SMEs), and simulation-based case studies. Additionally, it highlights challenges such as high investment costs, complex integrations, issues with technical robustness, manual processes, and data quality and specificity concerns. The study also addresses organizational challenges like resistance to change, the need for workforce upskilling, and cybersecurity issues related to increased digital connectivity.
Future research should incorporate quantitative analyses to measure the long-term impact of IMES on operational performance and sustainability. It should also explore how IMES can be modified to support operational excellence, automation, and smart supply chains. Additionally, industry-specific adaptations and standardized modular solutions for SMEs are necessary. Enhancements in data quality and specificity are needed, and technical limitations must be addressed. Predictive maintenance should be integrated into IMES models for Industry 4.0, and integration with technologies like Digital Twins could assist in simulating realistic scenarios and optimizing processes.
Additionally, examining the potential advancement of IMES toward enhanced flexibility, responsiveness, and sustainability in line with Industry 4.0 goals—particularly emphasizing upcoming research on fully automated manufacturing lines and intelligent supply chains—presents an opportunity to position the Cognitive Digital Twin (CDT) concept as the next evolutionary phase for IMES (Zheng et al., 2022). CDTs represent systems equipped with advanced autonomy and intelligence, capable of learning, reasoning, and making independent decisions, which are vital for fully automated and intelligent supply chain scenarios. CDTs are a powerful tool for realizing the intelligent manufacturing paradigm.
Funding: The authors did not receive support from any organization for the submitted work. Therefore, all authors certify that they have no affiliations with or involvement in any organization or entity with any financial or non-financial interest in the subject matter or materials discussed in this manuscript.