Aircrete, also known as autoclaved aerated concrete (AAC), was first produced in the UK in the 1950s. It is one of the lightest forms of concrete, and one of the most technically advanced materials used for the manufacture of mass-produced concrete blocks. It is manufactured in a range of densities from 400 to 800 kg/m3, making it considerably lighter than conventional aggregate concrete. Approximately 3 000 000 m3 of aircrete masonry units are now produced in the UK annually, representing about a third of all concrete masonry. The main benefit is that acoustic, energy conservation, fire resistance and structural properties are provided in one product. This briefing note explains the manufacture, design and application of aircrete masonry units. Innovative methods of construction have also been made possible as a result of modern manufacturing techniques, such as thin-layer mortar jointing and blocks with handholds in the block perpends.
1. INTRODUCTION
Aircrete, also known as autoclaved aerated concrete (AAC), was first produced in the UK in the 1950s. It is one of the lightest forms of concrete, and one of the most technically advanced materials used for the manufacture of mass-produced concrete blocks. It is manufactured in a range of densities from 400 to 800 kg/m3, making it considerably lighter than conventional aggregate concrete.
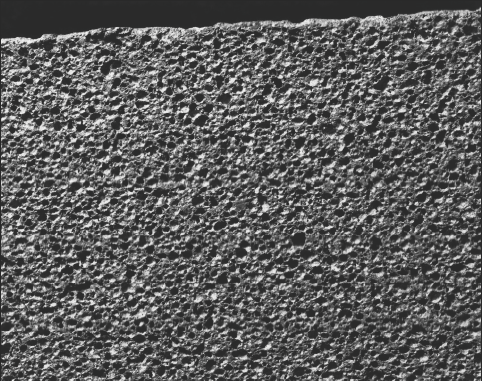
Approximately 3 million m3 of aircrete blocks are now produced in the UK annually, representing about a third of all concrete masonry. The main benefit is that acoustic, energy conservation, fire resistance and structural properties are provided in one product. The lightweight products have very low thermal conductivities, making them ideal materials for external walls where heat loss is of primary importance. Despite relatively low mass, aircrete products also perform well where acoustic performance is required, owing to the microstructure of the material (Fig. 1).
There have been considerable developments in product properties and construction methods, which have accelerated in recent years, making available higher strengths, lower densities and larger-size units than previously.1 Innovative methods of construction have also been made possible as a result of modern manufacturing techniques, such as thin-layer mortar jointing and blocks with hand-holds in the block perpends.
Aircrete manufacturers constantly update their knowledge of the needs and expectations of customers, and aspire to exceed them with products providing construction solutions.2 These include
load-bearing walls in low- and medium-rise buildings, including dwellings (Fig. 2)
walls below ground-level damp-proof course
non-load-bearing walls and internal partitions in most types of building, both domestic and non-domestic
walls in framed construction (Fig. 3)
walls in basements
beam and block floor systems
reinforced aircrete elements for floors, roofs and walls.
Internal aircrete block walls including inner leafs may be designed to be load-bearing or non-load-bearing (Fig. 4). They may be undecorated, painted, plastered, dry-lined, thin-coat plastered or rendered. External aircrete load-bearing or non-load-bearing solid or cavity block walls may be rendered, spray-coated, tile-hung, weather-boarded or clad with brick slips or other suitable finishes. Aircrete walls may be used as the sole thermal insulation or in conjunction with internal or external added insulation.
Aircrete masonry laid with thin-layer mortar joints up to 3 mm thick gives higher wall compressive strengths, which reach maximum strength sooner, for a given block strength, compared with masonry laid in general-purpose mortar. The use of thin-joint masonry, with the associated improved speed and accuracy of the jointing, can lead to substantial savings in the construction time of walls.
Aircrete construction has a long life, requiring low maintenance, and is durable to provide sustainable construction. The material can be recycled for reuse as aircrete constituent or fill material when the buildings are replaced or refurbished.
2. MANUFACTURE
Large batches of pulverised fuel ash (pfa), a recycled product from modern coal-burning power stations, and/or finely ground sand, are mixed with cement and/or lime in a slurry to which a small quantity of aluminium powder is added. The slurry is discharged to part-fill large steel moulds. The aluminium powder reacts with the alkaline environment of the mix to generate tiny bubbles, which stabilise to form a cellular structure.
The slurry rises to fill the moulds and sets to a firm but relatively soft consistency suitable for cutting into block-size pieces with tensioned wires on cutting frames. Curing in giant autoclaves by steam at some ten times atmospheric pressure chemically converts the raw materials into a highly stable and durable structure, which completes the manufacturing process. When the blocks are removed from the autoclaves they are ready for use as soon as they have cooled.
Aircrete is produced under quality control systems to BS EN ISO 90013 at all stages of the production and delivery process in large factories with in-house laboratory facilities, which are independently assessed.
The energy input of autoclaving is offset by the use of recycled materials (such as pfa) in the aircrete production process and the substantial energy savings offered by its inherent thermal insulation characteristics in service. Waste material produced during manufacture is regularly recycled for reuse in the manufacturing process. Energy used in transport to site is less than that for heavier masonry materials, because a greater volume of material is delivered for a given transport weight.
3. DESIGN
Masonry unit strengths are generally manufactured in a range 2·9–8·7 N/mm2 when the strengths are declared and tested in accordance with BS EN 771-4.4 The principles of the structural design of aircrete masonry are the same as for any type of solid masonry. The design may be undertaken according to BS 5628: Part 1.5 However, to obtain structural integrity, the structural design of aircrete block walls of dwellings should be in accordance with BS 8103: Part 2,6 or the appropriate simple rules in Approved Document A of the Building Regulations.7
An aircrete inner leaf below damp-proof course can normally be the same strength density and thickness as the inner leaf it supports above the damp-proof course. When solid aircrete blockwork walls are used below damp-proof course their thickness should generally be not less than the overall thickness of the cavity wall it supports above damp-proof course (Fig. 4).
The walls of buildings or parts of buildings that are outside the scope of the rules of BS 81036 or the simple rules in Approved Document A7 should be designed in accordance with BS 5628: Part 1.5 On request, most manufacturers can produce aircrete masonry units in accordance with the ‘category I’ manufacturing control, allowing γm to be taken as 3·1 rather than 3·5 if desired. This has the effect that a 100 mm thick aircrete block with a compressive strength of 8·7 N/mm2 can be used to provide the same load-bearing capacity as a 10·4 N/mm2 block from a manufacturer operating ‘category II’ manufacturing control.
4. THIN-LAYER MORTAR
The structural design of thin-layer mortar should be in accordance with BS 5628: Part 1 (assuming the characteristic compressive strength is that given in Table 2 of BS 5628 for designation (i) mortar).5 Larger-face-dimensioned blocks have been developed to increase site productivity and improve temporary stability during construction (Fig. 5).
Where the inner leaf of an external wall is thin-joint blockwork, stainless steel helical wall ties that are driven into the inner leaf should generally be used to course with the bed joints in the brickwork outer leaf. There are other stainless steel wall tie types designed for use with thin-joint blockwork. Thin-joint blockwork facilitates cleaner cavities.